“Продолжу рассказ о нелегком и интересном производстве на Мотовилихинских заводах. Сегодня мы посмотрим, что же происходит с металлом после розлива в формы. Мне говорили какие-то умные слова типа «слябы» и «блюмы», но я так и не понял различия”. (31 фотография)


У каждой бригады свой участок работы. Это только кажется, что люди ничего не делают, на самом деле это небольшой технологический перерыв.

Весь цех доступен для мостового крана, им и производится основная часть операций. На этой тележке происходит перевоз котла с расплавленным металлом, можно посмотреть в предыдущей части. А мы посмотрим, что скрывается за воротами с надписью «Машина №…» и откуда там искры. Искры и правда знатные.

Только что отлитые огромные брусы металла, еще даже не остывшие, режутся пилами горячей резки на брусы по-меньше.
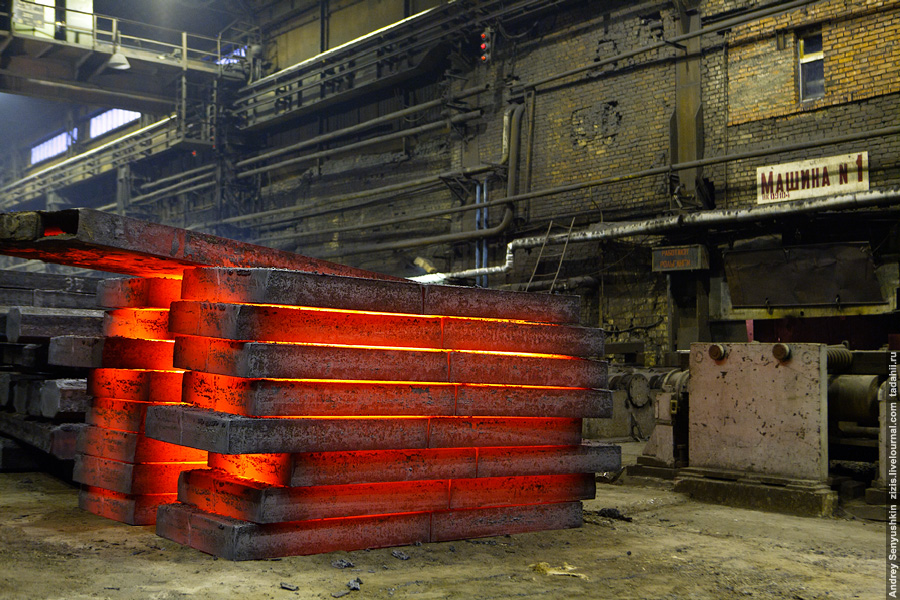
Тут дороги у заготовок расходятся. Часть остается остывать прямо тут. Огромные, пышущие жаром металлические плиты. Обратите внимание, они распилены пополам, но не до конца. Мы к ним еще вернемся. Раскаленный металл – завораживающее зрелище. Но смотреть на него вблизи долго не получится, температура как в парилке, волосы опаливаются.

А часть для охлаждения помещается в специальные ниши. В них нет сквозняков и остывание происходит более равномерно.

Работа распланирована так, чтобы исключить простои и лишние прогоны крана. Вот он только что опустил раскаленную заготовку в нишу, и тут же понес остывшую болванку на склад готовой продукции. Надо сказать, что крановщицы довольно бойкие тетеньки, смотрят на всех свысока, за словом в карман не лезут и командуют прямо из кабины. Пока снимался этот кадр узнал про себя много нового.

Вернемся к красиво остывающим плитам. Вот они, уже остывшие, на следующем этапе. Их раскладывают по одной, они окончательно остывают и с помощью вот такого зацепа их переворачивают.

Разметчица делает метки на каждой плите. Метятся вообще все слитки, выходящие из этого цеха.


На подступах к складу готовой продукции. Отсюда часть металла уходит заказчикам в виде таких чушек, но основная часть идет в другие цеха, для потребностей завода.

Что ж, отправимся и мы в один из них. Это будет цех по производству бурильного оборудования для нефтедобычи. К сожалению, показать цех по производству «Града» руководство почему-то отказалось.

Тут чушки по роликам отправляются в печи, где снова разогреваются до температуры ковки.


После разогрева брус металла незамедлительно попадает в такие вот цепкие клешни. Это часть огромного электрического ковочного молота-пресса.
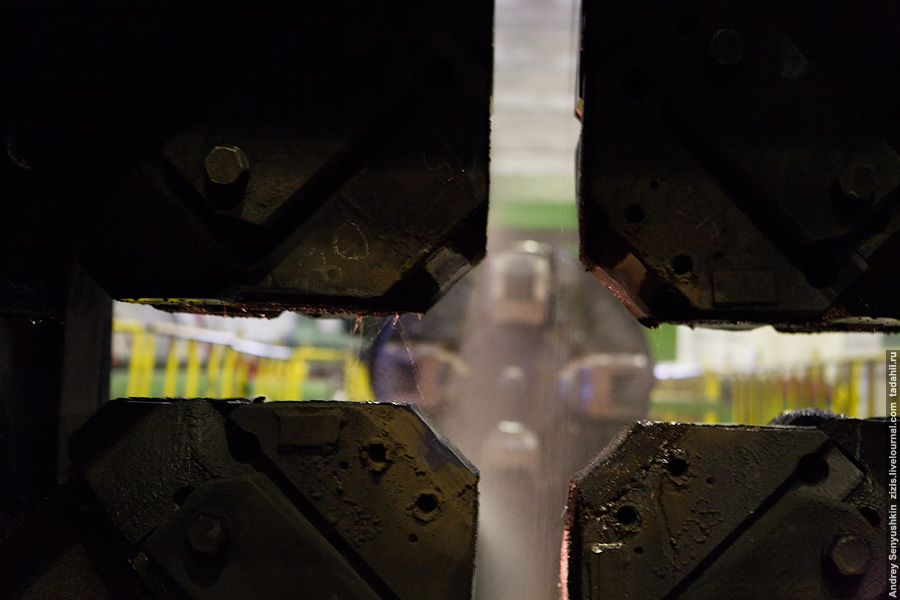
Существует несколько видов прессов, именно этот предназначен для изготовления длинных заготовок столбов-стержней различного диаметра.
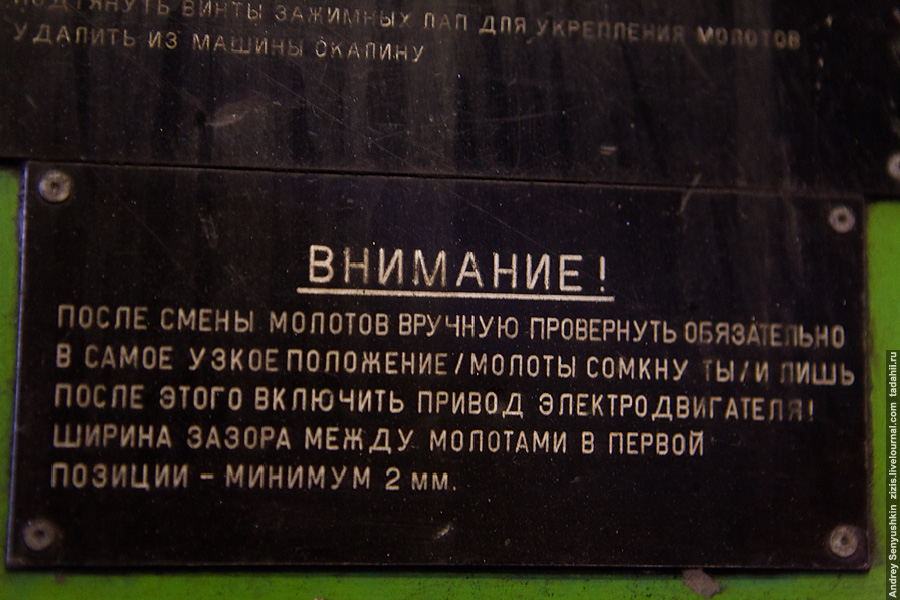
О точности ковки говорит даже предупреждающая пластинка на корпусе. При скорости около 200 ударов в минуту максимальное усилие на металл составляет примерно 1000 тонн на один боек, а их четыре.
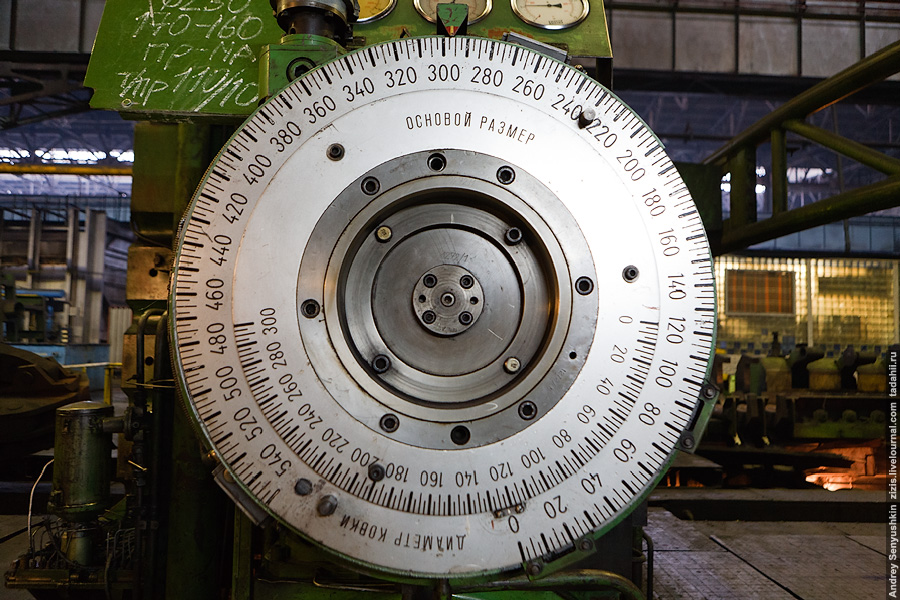
В этом цехе все внушающих размеров, начиная от руки-манипулятора у печи и заканчивая установочным диском на прессе. Кстати, чем-то неуловимо напоминает старый экспонометр.



Мы идем в соседний цех, металлообработки. Именно в нем происходит окончательное превращение бывшего металлолома в будущий буровые трубы и штанги.
Да. Небольшое лирическое отступление. Жизнь каски ограничена примерно полугодом, в зависимости от условий. Однако сколько я их видел, такое ощущение что они передаются по наследству и закупались один раз еще в первый день работы заводов. Исключение у меня было наверно только на Смоленской АЭС и еще одном предприятии, где они просто лежат в шкафу.

Такая болванка приходит после обработки на прессе. Для наглядности сфотографировал со снятой фаской.

Каждый станок предназначен для производства своего вида продукции. Тут штанги одного диаметра…

На этом станке из цельной штанги получается пустотелая труба. Все это поливается маслом для охлаждения.

Вот что получается в итоге. Штанги после сборки могут достигать длинны в несколько десятков, а то и сот метров, поэтому точность при изготовлении превыше всего.

Бурильная труба. Ей предстоит вгрызаться в землю, причем вполне возможно, что не в российскую. Часть продукции идет на экспорт.

Зато увидим рабочее место главного человека в цеху – слесаря-механика. К нему прибегают рабочие, когда станок отказывается работать.

А станки знатные. На таком можно обрабатывать трубу в несколько десятков метров длинной, причем длину станка можно нарастить.

Ну и на закуску расскажу немного про судьбу масла для охлаждения. Оно собирается со всех станков в такую канаву…
… фильтруется от стружки и металлической пыли и поступает снова в работу. А стружка уходит в переплавку.
Источник: zizis






 Meatfly:
Meatfly: 